How Longguang Helped a Kenyan Manufacturer Boost Fertilizer Output by 150%
Africa holds 60% of the world’s uncultivated arable land, yet its agricultural productivity lags far behind potential. One of the critical missing pieces? Access to high-quality, affordable fertilizers tailored to African soils.
In early 2025, we at Longguang received an inquiry that would test our engineering capabilities and our commitment to customer success. A mid-sized fertilizer manufacturer based in Kenya was struggling. Their aging European equipment, installed over a decade ago, was frequently breaking down. Spare parts were difficult to source, and production could barely meet 40% of local demand.
They needed more than just a replacement machine. They needed a partner who could provide a complete, durable, and energy-efficient fertilizer production line designed for the unique challenges of the African market.
This is the story of how we partnered with them to turn their challenges into opportunities.

The Challenge: Understanding the Local Context
Before proposing any equipment, we invested time in understanding the client’s specific pain points. Through multiple video conferences and detailed questionnaires, we identified four major challenges:
1. Obsolete Equipment and High Downtime
The client’s existing production line, purchased second-hand from Europe in 2015, was running at barely 30% efficiency. Critical components like the granulator and crusher required weekly maintenance. With no local supplier for spare parts, each breakdown meant weeks of waiting for shipments from Europe, causing severe production losses.
2. Raw Material Variability
African raw materials differ significantly from those in other regions. The client primarily uses phosphate rock from local mines, which has a higher moisture content (12-15%) and different particle size distribution compared to imported materials. Their old equipment was not designed to handle these characteristics, leading to frequent clogging and inconsistent granulation.




3. Energy Cost Pressures
In Kenya, industrial electricity rates are among the highest in East Africa. The client’s old machinery, with its inefficient motors and outdated design, was consuming excessive power. Energy costs accounted for nearly 35% of their total production expenses, severely impacting their profit margins.
4. Skilled Labor Shortage
Finding experienced technicians to operate and maintain complex machinery is a persistent challenge in the region. The client needed equipment that was robust, easy to operate, and required minimal specialized maintenance.
Our Solution: A Tailored NPK Fertilizer Plant
After analyzing their raw material samples and understanding their production goals, our engineering team designed a customized solution. We didn’t just sell them machines; we engineered a system.
The Complete 5-Ton-Per-Hour NPK Fertilizer Plant Included
Heavy-Duty Raw Material Crusher: We reinforced the crushing chamber with wear-resistant steel plates (thicker than our standard models) to handle the abrasive nature of local phosphate rock. The blade design was also modified to better process high-moisture materials without clogging.
Rotary Drum Granulator with Steam Heating: For NPK compound fertilizer production, granulation is the heart of the process. We provided a drum granulator with a steam heating system, which significantly improves granulation efficiency even with high-moisture raw materials. The drum shell was constructed with 16mm thick steel to ensure longevity in continuous operation.




Energy-Efficient Motor Configuration: Throughout the line, we installed high-efficiency IE3 motors. We also designed the system with soft starters to handle the frequent power fluctuations common in East Africa, protecting the motors from damage during voltage spikes or drops.
Semi-Automatic Control System: Rather than a fully automated system (which would require specialized programmers), we provided a semi-automatic panel with clear visual indicators and simple controls. This allows local operators to monitor temperature, speed, and flow rates easily, while keeping the system simple enough for quick training.
Large-Capacity Cooler and Rotary Screener: To ensure the final product meets quality standards, we included a high-capacity cooler to reduce granule temperature before packaging, and a multi-layer screener to separate oversized and undersized particles, ensuring uniform product size.
The Logistics and Installation Journey
Shipping heavy industrial equipment to Africa is never simple. The journey began at our factory in Zhangjiagang, where we carefully packed all components into 40-foot high-cube containers. Each machine part was wrapped in multiple layers of protection against the corrosive marine environment.
The sea freight took approximately 35 days from Shanghai to Mombasa port. Upon arrival, the client handled customs clearance while we provided all necessary documentation, including commercial invoices, packing lists, and certificates of origin required for duty reduction under the AGOA agreement.
From Mombasa, the containers traveled overland by truck to the client’s facility near Nairobi — a journey of about 500 kilometers. Our team remained in constant communication, tracking the shipment and preparing for the installation phase.

On-Site Commissioning and Training
Two weeks before the equipment arrived, one of our senior engineers flew to Kenya. This was not his first visit to Africa; he understood the importance of building personal relationships and being adaptable.
The installation took 18 days. Our engineer worked alongside the client’s local team from 7 AM to 6 PM daily. We didn’t just install the machines; we:
- Leveled and aligned all equipment on concrete foundations
- Ran power cables and set up the control panel
- Conducted dry runs to check for any mechanical issues
- Performed wet tests using the client's actual raw materials

Most importantly, we trained their operators. For 10 consecutive days, our engineer conducted hands-on training sessions, covering:
- Daily startup and shutdown procedures
- How to adjust the granulator speed based on raw material moisture
- Routine maintenance checks (lubrication, belt tension, wear part inspection)
- Troubleshooting common issues like blockages or uneven granulation
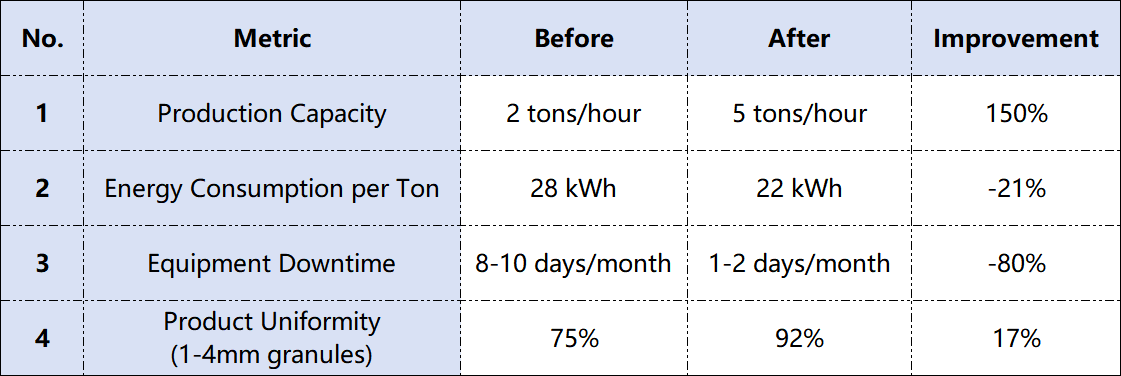
The Results: Measurable Improvements
Six months after commissioning, we followed up with the client to gather data on their performance. The results exceeded their expectations:

Client Testimonial
“When we first contacted Longguang, we were skeptical. We had been burned before by suppliers who promised everything but delivered little. But from the very first consultation, they asked the right questions. They wanted to understand our raw materials, our power situation, and our operators’ skill levels.
The equipment they designed for us is perfect for our conditions. It handles our local phosphate rock without clogging, and the energy savings alone will pay for the equipment within two years. What impressed us most was the training. Our operators, who had never worked with modern equipment before, are now confidently running the line and performing basic maintenance.
We are already planning our next expansion, and there is no question who we will buy from.”
— James Mwangi, Production Director, Mavuno, Kenya

Why This Project Succeeded
This case study illustrates our philosophy——selling equipment is not enough. Success comes from:
- Listening First: We spent more time understanding their problems than pitching our products.
- Customizing, Not Just Selling: Every component was selected or modified for local conditions.
- Investing in Training: We ensured the client could operate independently after we left.
- Long-Term Support: We remain in contact, offering remote troubleshooting and spare parts supply.
Your Partner for Fertilizer Production in Africa
Africa’s agricultural potential is enormous, but realizing it requires the right infrastructure. Fertilizer production is the foundation of agricultural productivity, and we are committed to being the partner that African manufacturers can rely on.
Whether you are looking to:
- Set up a new NPK fertilizer plant from scratch
- Upgrade your existing fertilizer production line
- Source spare parts for your current equipment
- Improve product quality and reduce energy costs
We have the experience, the engineering capability, and the commitment to help you succeed.
Contact Us Today
Ready to discuss your project? Let’s start a conversation about how we can help you turn your local raw materials into high-quality fertilizers.



